1. Introducción
La prevención de posibles fallas en maquinarias es necesaria para una operación confiable y segura de una Instalación. El riesgo de fallas y el tiempo en que una maquinaria queda fuera de servicio pueden disminuirse sólo si los problemas potenciales son anticipados y evitados.
En general, las vibraciones en una máquina no son buenas: pueden causar desgaste, fisuras por fatiga, pérdida de efectividad de sellos, rotura de aislantes, ruido, etc. Pero al mismo tiempo las vibraciones son la mejor indicación de la condición mecánica de una maquinaria y pueden ser una herramienta de predicción muy sensible de la evolución de un defecto. Las fallas catastróficas en una maquinaria muchas veces son precedidas, a veces con meses de anticipación, por un cambio en las condiciones de vibración de la misma.
Las vibraciones en una maquinaria están directamente relacionadas con su vida útil de dos maneras: por un lado un bajo nivel de vibraciones es una indicación de que la máquina funcionará correctamente durante un largo período de tiempo, mientras que un aumento en el nivel de vibraciones es una indicación de que la máquina se encamina hacia algún tipo de falla.
Una de las herramientas fundamentales con que se cuenta en la actualidad para el mantenimiento predictivo de una Planta o Instalación es la medición y análisis de vibraciones, ya que cerca del 90% de las fallas en maquinarias están precedidas por un cambio en las vibraciones de las mismas.
No todos los tipos de vibraciones son evitables, ya que algunas son inherentes a la operación de la maquinaria en sí misma, por lo que una de las tareas del analista es identificar aquellas que deben ser corregidas y determinar un nivel de vibraciones tolerable.
2. Nivel de vibración total en rodamientos

2.1. ¿Cuáles son los niveles de vibración aceptables?
Una de las preguntas más frecuentes sobre medición de vibraciones es: ¿Qué nivel de vibración es aceptable?
Desafortunadamente, a esta pregunta sencilla no hay respuesta sencilla. Esto se debe a que existen muchas variables por ejemplo: el tamaño de la máquina, el tipo de montaje, la aplicación, etc. Pueden existir muchas respuestas correctas, incluso para la misma máquina.
El diagrama de niveles de vibración mostrada, debe ser considerada como una guía general. Puede ser tan solo como un punto de partida en la evaluación de la condición de la máquina.
Muchos factores pueden afectar esas lecturas; las siguientes son algunas de ellas:
· Rigidez de la estructura de soporte. Los números mostrados en el diagrama se refieren principalmente a equipos de tamaño estándar montados rígidamente sobre base rígida. Si el equipo está montado sobre una base flexible, las lecturas podrán ser mayores para condiciones relativamente similares.
· Lectura horizontal vs lectura vertical. En algunos casos, una lectura de vibración horizontal puede ser hasta el doble del nivel de vibración en el plano vertical para un punto dado en una máquina. Los niveles mostrados en el diagrama son para lecturas tomadas en el plano vertical.
· Frecuencia de vibración. Los valores mostrados en el diagrama son para vibraciones medidas en el rango de 1000 a 100,000RPM (16 a 1666 Hz). Para máquinas operando a valores menores que 1000 rpm, los niveles de vibración disponibles deben ser reducidos. Una regla sencilla es un 10% de reducción por cada 100 rpm.
· Máquinas reciprocantes. Debido a su diseño básico, las máquinas reciprocantes, tales como bombas y compresores, normalmente tienen valores de vibración superiores a las máquinas rotativas.
· Fuerzas externas. Normalmente, las máquinas no son montadas solas, en el medio del piso de una planta; usualmente hay otros equipos cerca. Los otros equipos pueden afectar la máquina que analiza. Tuberías conectadas, ductos y estructura montadas transmiten vibraciones de máquina en máquina en máquina.
· Puntos de medición. Los valores mostrados en el diagrama son para lecturas en o cerca de la chumacera, en la dirección radial. En el caso de máquinas verticales, las lecturas deberán ser tomadas en el cojinete que dé las lecturas máximas.
· Condiciones de operación. Las mediciones deberán realizarse cuando la máquina alcance su temperatura normal de operación. La máquina debe operar en su flujo y presión normal. En máquinas con cargas o velocidades variables, las mediciones se deben tomar en todas las condiciones de carga y velocidad. La lectura mayor será la más representativa.
· Instrumentación. Siempre emplee el mismo tipo y modelo de instrumento para poder compara las lecturas, ya que 2 instrumentos no son exactamente iguales. Cada instrumento tiene su propio rango de operación y sensibilidad a varias frecuencias de operación.
· Lecturas relativas. La razón de cambio en los niveles de vibración pueden ser tan importantes como los valores absolutos de vibración de 0.08 pulg/s. El diagrama indica que se encentra en un buen nivel de vibración.
· Si el nivel de vibración fue 0,04 pulg/s ayer, el nivel de vibración se ha duplicado durante la noche. Esto puede significar que se ha desarrollado un problema muy serio.
· Sentido común. Emplee experiencias pasadas y la sensación de un sonido mecánico nuevo cuando evalúe un equipo. Si la experiencia indica que la máquina no está operando adecuadamente, es probable que así sea, aunque las lecturas de velocidad parezcan ok.
 Factores de corrección
Factores de corrección Lecturas de vibración en el plano horizontal pueden ser el doble que las lecturas en el plano vertical en una misma máquina.
Para máquinas debajo de 1000 rpm. Reducir los niveles de vibración disponible en 10% por cada 100 rpm.

3. Análisis espectral FFT (Fast Fourier Transformation)
Es el método que se recomienda para analizar y resolver problemas de vibración.
Permite descomponer la vibración total en sus frecuencias componentes para poder analizarlas individualmente.
Esto se logra con filtros de frecuencias, ya que cada vibración tiene en general una frecuencia distinta. Dichas frecuencias se descomponen normalmente en armónicos de la frecuencia de giro de la máquina (múltiplos de la frecuencia de giro).
Las señales se descomponen en componentes secuenciales con su respectiva amplitud vibracional.
El espectro FFT, Se muestra gráficos que nos dan la amplitud de vibración en función de los múltiplos de la frecuencia de giro de la máquina (1x, 2x, 3x,…..) y que tienen algunas formas ya casi definidas tal como podemos ver en los siguientes gráficos:

a)

El gráfico muestra un espectro FFT simple de baja frecuencia con picos a la velocidad de giro de la máquina y múltiplos (armónicos) en condiciones normales de funcionamiento como se puede apreciar en las frecuencias añadidas a 2x, 3x,……, la amplitud va disminuyendo aproximadamente en 1/3 de la amplitud a la frecuencia de giro, lo cual es un comportamiento normal.
b)
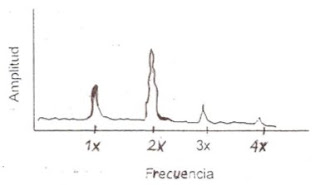
La vibración a dos veces la velocidad de giro implica desalineamiento. Si la amplitud a dos veces la velocidad de giro es más de 75% de la velocidad de giro, está a punto de ocurrir una falla. La condición debe ser monitoreada de cerca y corregida a la primera oportunidad.
c)

El desbalance casi siempre se observa como una alta amplitud a la velocidad de giro y medida en dirección radial. Muchas máquinas de marcha suave muestran esta condición debido al desbalance inherente. Es necesario compara espectros actuales con los espectros base medidos cuando la máquina estaba en buenas condiciones de balance.
d)

La soltura mecánica generalmente se caracteriza por una larga cadena de armónicos de la frecuencia de giro con altas amplitudes anormales.
A continuación se da una lista de algunos espectros de frecuencia con sus causas más probables.






{kind=link}
No hay comentarios:
Publicar un comentario